热电偶焊接方式对测温正确性的影响
发布时间:2025-09-08
浏览次数:
摘要:温度测量的准确性直接影响到金属材料的相变点等温转变曲线、连续冷却转变曲线的可靠性。以三种焊接方式对相变点进行测试,通过对测温结果的对比,找出了理想的
热电偶焊接方式,并进行了理论推导,证明了其可行性。
试验条件
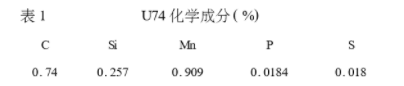
1.1试验用钢
采用U74钢种,化学成分如表1。试样经850℃退火以消除应力及内部组织的不均匀性。
1.2试验设备
试验所用设备为日本产Fomnaster-D(FIM-4型)全自动相变仪。热电偶采用直径为0.2mm的
铂铑10-铂热电偶。试样尺寸为畅φ3×10mm,一端有一个φ2×2mm的小孔。
1.3试验条件
选用200℃小时的速度均匀升温,以最大限度接近平衡转变,仪器所用加热方式为高频感应加热方式。
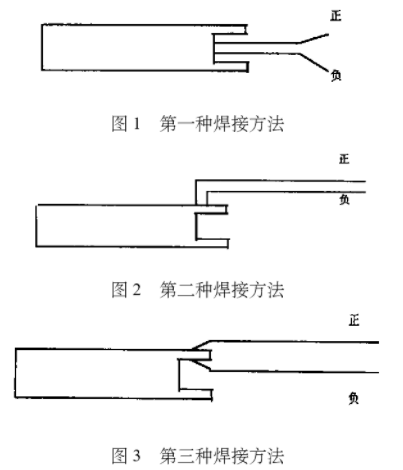
1.4热电偶焊接方法
第一种焊接方法(I),如图1所示。
第二种焊接方法(II),如图2所示。
第三种焊接方法(III),如图3所示。
第一、二种焊接方法均为首先用碳弧焊将热电偶两极先焊在一起,然后再分别用储能焊焊在试样小孔的底部中心位置及外表面处。第三种焊接方法是将热电偶两极分别用储能焊直接焊于试样小孔的内外壁上。
2测量结果
热电偶以三种焊接方式测量U74钢种的相变点,其测试结果如表2.
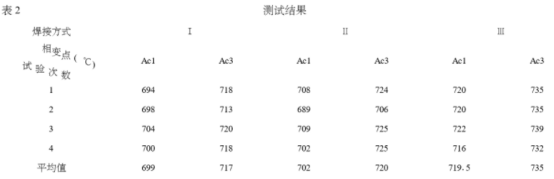
由表2数据可看出,第一二种方法所测相变点结果偏低,与U74钢种实际相变点相差较大,且分散度也大,最高可达20℃.而第三种方法不仅重复性好,而且也符合U74钢种的实际相变温度。
3结果分析
通常高频感应加热外表面温度总是高于心部,但对于所用的小试样来说,在升温速度为200℃小时的情况下,且设备的感应圈是在真空恒温的环境下工作的,其温度的分布可以看为均匀的。这从三种焊接方法所测得的相变点的平均值也可看出。
3.1分析讨论
第一、二种方法所测结果与U74钢种实际相变点相差很大。这是由于焊接圆头大小及碳的影响。焊接圆头越大,散失的热量越多,并且每次所焊圆头大小不可能完全等同,这样造成测温结果偏低且使测温分散度也较大。另外,将电偶两极用碳弧焊进行焊接时,由于碳的扩散,必然造成焊接圆点处碳含量的增加,从而影响测试结果。
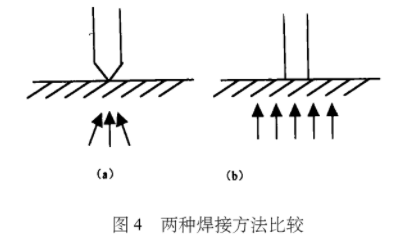
而对第三种焊接方法来说,其导热误差小。原因是:①热电偶先焊在一起时,由于焊接圆头比热电偶分测两点的面积要大,所以散失热量多,测量端温度改变较大使温度偏低。反之,热电偶分开焊时热量散失少,测温准确。②在相同的外界条件下,以图4中(a)、(b)两种焊法来说,若焊点面积相同,则它们通过两个热电极向外界扩散的热量可以认为是一样,但是它们所散热量的来源不同。(a)来源于一点;(b)来源于两点。因此(a)的导热误差大。所以以(b)的形式连接热电偶所测结果准确,重复性也好。以第三种方式将热电偶分别用储能焊焊在试样上可避免焊接圆头大小的影响。
3.2理论推导
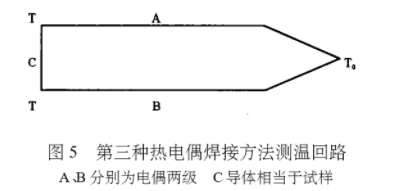
第三种热电偶焊接方法测温回路见图5。回路总电势为:

可见只要导体C均质、均温,导体C的加入不影响回路中的电势,总电势与C导体无关。上式证明了热电偶两极分别焊接于试样内外壁上测温的可行性。且此方法测温准确可靠。
4结论
经实验证明,热电偶两极分别用储能焊焊在试样小孔的内外壁上,所测温度能准确反映试样温度,重复性也较好。